Report on the CD2 DOE Review

The US HL-LHC AUP effort successfully defended its plans to DOE in December 2018, and was baselined in February 2019. This major step, called Critical Decision -2 approval (CD-2), provides the funding agency approval of the total estimated Project cost and yearly funding profile to meet the goal of the US contribution to HL-LHC.
Two prototypes have been tested since the last HL-LHC Collaboration Meeting: a reworked long Magnet (MQXFAP1b) and an RFD Crab Cavity processed and tested at ANL-FNAL. Both items, inherited from LARP, are used to demonstrate the final design performance for HL-LHC.
The quadrupole magnet, still under testing at BNL as of this writing, is physically the 3rd long prototype tested in the US, albeit 3 of the 4 coils and the whole structure are re-used from magnet MQXFAP1. The magnet achieved a current of 17.67kA (very close to the ultimate value of 17.89kA) but developed some instabilities in quench performance that are under investigation. All limiting quenches are in a coil that was tested in MQXFAP1.
The next magnet in the pipeline is MQXFA03, presently being assembled in LBNL and to be tested in October 2019. MQXFA03 is the first magnet built with the baseline HL-LHC design. The next magnet will be MQXFA04, for which the coils are being completed at FNAL and BNL, and test is planned in winter ’19-’20.
MQXFA03 and MQXFA04, if meeting “Acceptance Criteria”, are the first potential deliverables from the US for HL-LHC.
Tooling for the assembly of performing magnets in a Cold Mass is being procured and installed at FNAL in the ICB-A newly built industrial area (Figure 1), while the kit and tooling for the final cryo-assembly is expected from CERN in late summer 2020.
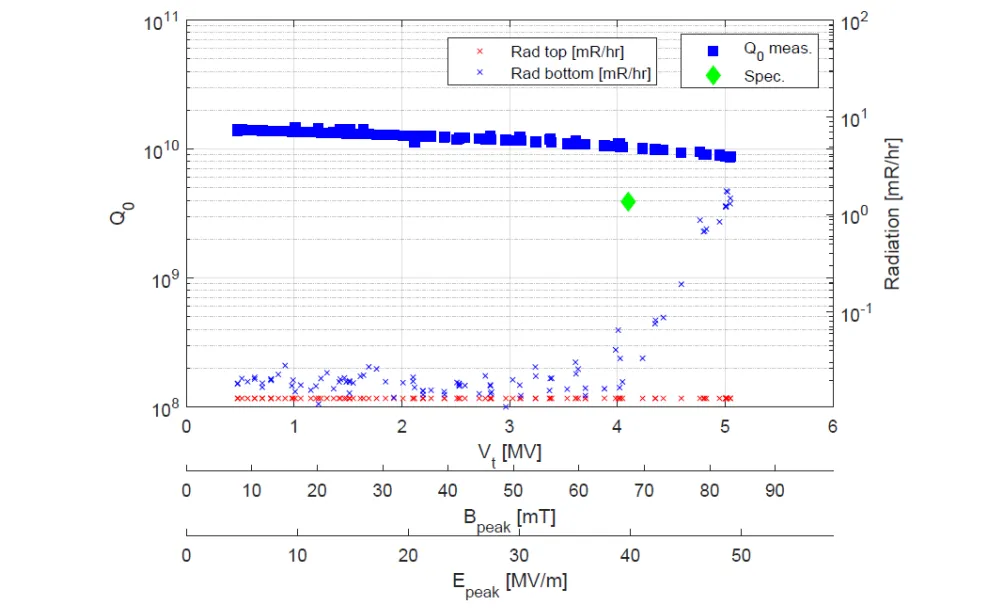
On the Crab Cavity front, one RFD prototype from LARP was chemically processed at ANL and tested at FNAL, exceeding the HL-LHC Field and Q0 specifications and validating facilities, procedures and tooling specific for crab cavities (Figure 2). The bulk chemical processing was performed with a BCP rotating system developed specifically for the AUP Project. All heat treatments (high-temperature degassing, and low temperature bake) were performed at FNAL facilities for the first time. Procurement of AUP prototype RFD cavities is now in process, and the pre-series cavities are expected toward the end of CY20.